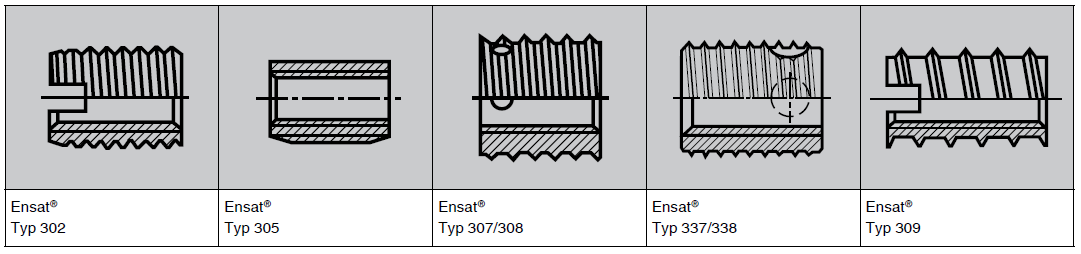
Auswahlkriterien für selbstschneidende Gewindeeinsätze Ensat®
Download
Gruppierung der Werkstoffe, Werknormenreihe und Ausführung
|
Werkstoff- |
Werkstoff des Werkstückes |
Empfohlene |
Empfohlene Ensat®-Ausführung |
| I | Vergütete Leichtmetalllegierungen über 350 N/mm2 Festigkeit |
302/337 307/338 308 |
Stahl einsatzgehärtet verzinkt |
| Gusseisen höherer Härte, Messing Bronze und andere NE-Metalle |
302 | Stahl einsatzgehärtet verzinkt |
|
| II | Leichtmetalllegierungen bis 350 N/mm2 Festigkeit |
302/337 307/338 308 |
Stahl einsatzgehärtet verzinkt |
| Gusseisen |
302 | Stahl einsatzgehärtet verzinkt |
|
| Harte, spröde Kondensationsharzkunststoffe und Edelkunstharze |
302/337 307/338 308 |
Stahl einsatzgehärtet verzinkt oder Messing |
|
| III | Leichtmetalllegierungen bis 300 N/mm2 Festigkeit |
302/337 307/338 308 |
Stahl einsatzgehärtet verzinkt |
| Soft cast iron |
302 | Stahl einsatzgehärtet, verzinkt | |
| Kondensationsharzkunststoffe mittlerer Härte |
302/337 307/338 308 |
Stahl einsatzgehärtet verzinkt |
|
| 302 | Messing | ||
| IV | Leichtmetalllegierungen bis 250 N/mm2 Festigkeit |
302 | Stahl einsatzgehärtet verzinkt |
| Weichmetalle und Leichtmetalllegierungen bis 180 N/mm2 Festigkeit |
302 | Stahl einsatzgehärtet verzinkt oder INOX A1 |
|
| Weiche Kondensationsharzkunststoffe Schichtstoffe mit Kunstharzbindung |
302 | Stahl einsatzgehärtet, verzinkt oder Messing oder INOX A1 |
|
| Weiche Polymerisations-, Polykondensations- und Polyadditionskunststoffe Harthölzer |
302 | Stahl einsatzgehärtet, verzinkt oder Messing oder INOX A1 |
|
| V | Harthölzer |
309 | Messing |
| VI | Weichhölzer und Sperrhölzer Holzfaserstoffe |
309 | Messing |
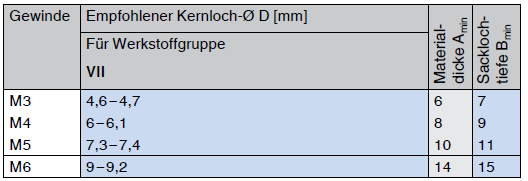
| VII | Weiche Polymerisations-, Polykodensations- und Polyadditionskunststoffe |
305 | Messing |
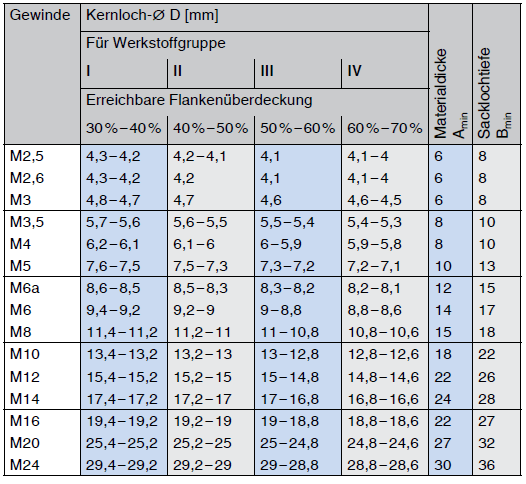
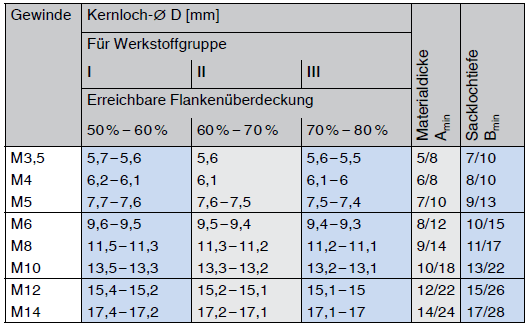
Empfohlene Kernlochdurchmesser und Materialdicke / Sacklochtiefe für selbstschneidende Gewindeeinsätze Ensat®
Harte und spröde Werkstoffe erfordern ein grösseres Kernloch als weiche und elastische Werkstoffe. Der optimale Kernlochdurchmesser ist gegebenenfalls durch Versuche zu ermitteln.
Aufnahmebohrung im Werkstück
Die Aufnahmebohrung kann entweder gebohrt oder bereits beim Formguss vorgesehen werden. Ansenken der Bohrung ist in der Regel nicht erforderlich, wird jedoch für einen sauberen, oberflächenbündigen Sitz des Ensat® empfohlen.
Materialdicke:
Länge des Ensat® = kleinste zulässige Materialdicke A
Sacklochtiefe: Mindesttiefe B
Kantenabstand: Der kleinste noch zulässige Kantenabstand
hängt von der vorgesehenen Belastung und von der Elastizität
des Werkstoffs ab, in den der Ensat® eingedreht wird.
Richtwerte für Leichtmetall: S ≥ 0,2 bis ≥ 0,6 d2
Richtwerte für Gusseisen: S ≥ 0,3 bis ≥ 0,5 d2
d2 = Aussendurchmesser [mm] des Ensat®
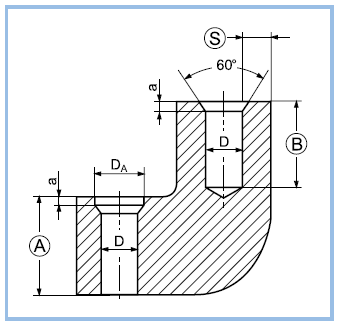
DA = + 0,2 bis 0,4 mm
a = 1 bis 1,5 x Steigung des Aussengewindes