紧固件的防腐和表面处理
电镀处理 - 具有电镀涂层的紧固件 (依据ISO 4042)
电镀—钝化。 紧固件的电镀接着是钝化是一个从耐腐蚀和外观两方面保护电镀层的步骤。我们可以从现有产品中为您提供多种多样的标准件。
后处理铬化或钝化。 是通过含有六价(铬酸盐)或三价(钝化)铬化合物溶液形成铬酸盐或钝化涂层的工艺。这一后处理直接在镀锌之后通过在铬酸溶液中进行短暂浸渍进行。铬化或钝化可以增加防腐蚀性,并防止镀锌层变暗或褪色。根据所使用的工艺类型,不同铬酸盐或钝化的保护作用可能不同(参见表格!)。通过使用封闭剂或面漆可以进一步增加防腐蚀性。
开发无铬(VI)涂层提供同样或近似防护效果,这一项目是在欧盟环境法规2000/53/EC (ELV)和2002/95/EC (RoHS)以及2011/65/EU (RoHS 2) 的促进下完成的。在过去,通常的做法是使用电镀锌涂层(ISO4042),基于铬(VI)的铬酸盐处理,用于紧固件的腐蚀防护。今天,含铬(VI)涂层的使用受到限制。因此,对于新应用,建议仅使用不含铬(VI)的涂层(钝化)基于无铬(VI)系统的表面处理通常需要更复杂的过程控制,因为所谓的自愈效应不明显。根据涂层系统和紧固件的类型和几何形状,散装运输,自动化的工艺过程,例如上料和/或分选,仓储和运输可能会导致防腐能力降低(尤其是会破坏防腐涂层)。
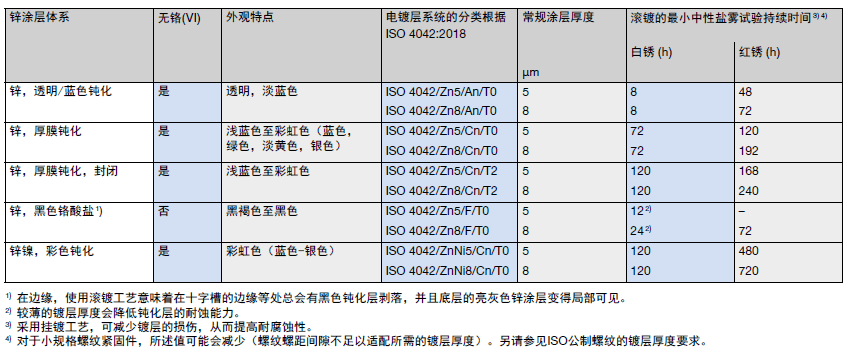
常用锌和锌合金涂层系统的耐腐蚀性指导值根据ISO 4042:2018
根据ISO 9227的中性盐雾试验(NSS)用于评价涂层的耐腐蚀性。根据ISO4042:2018的“涂层”定义为完成所有涂覆步骤(包括应用任何钝化,封闭或面涂),而不会受到其他因素如分选,包装,组装,运输或仓储的负面影响。
降低氢脆的风险 (ISO 4042)由具有高抗拉强度的钢 Rm ≥ 1000 N/mm2 硬度≥ 360 HV制造的受拉伸应力电镀的紧固件存在由于氢脆而导致的失效的风险。 零件的去氢处理(烘烤),例如酸洗或金属镀层加工后,将降低破裂的风险。但是这样不能保证氢脆的风险完全被消除。如果氢脆的风险必须降低,需要考虑其它的涂层工艺。 耐腐蚀防护或涂层的替代方法应因此选择对于零件的安全最重要的。可选择的方案如无机的锌铝涂层,机械镀锌或切换成防锈和防酸的钢材。 允许的制造的方法,为紧固件 ≥ 10.9 级(硬度≥ HV360)提供一种无机的锌铝涂层或机械镀锌。紧固件的用户知道使用紧固件的目的和要求,他必须指定合适的表面处理类型! |
根据ISO 10684对表面涂层进行工程调整(热镀锌)

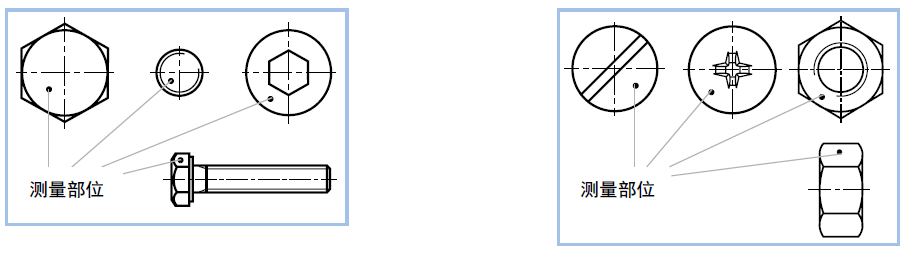
镀层厚度测定的参考区域
更多的电镀镀层工艺
| 工艺 | 详细说明 |
| 镀镍 | 镀镍是装饰性和提供有效的耐腐蚀保护。一种硬镀层,用于电器和电信行业。不会有镀层磨损发生,尤其是螺钉。对浸渍提高防护。参加下表。 |
| 镍封(厚膜镍涂层) |
是一种(电化学)锌镍涂层,非常适合用于承受重负荷的工件。 |
| 镀铬 | 通常在镀镍之后。镀层厚度大约0,5 – 1,0 μm。铬是装饰性的,提高耐污染和耐腐蚀作用。 亮镀铬:高亮度表面处理。 亚光镀铬:亚光(缎光处理)。 光面镀铬:在电镀前(手工)研磨,刷镀和表面磨光。 不可以用滚镀方式镀铬。 创建较硬的表面具有耐磨损和滑动性能。 |
| 镀黄铜 | 镀黄铜主要是用于装饰用途。此外,钢零件镀黄铜为了提高橡胶对钢的附着力。 |
| 镀铜 | 如有必要,作为镀镍、镀铬与镀银之前的附着底漆。用于装饰用途。 |
| 镀银 | 镀银是用于装饰和技术应用的用途。 |
| 镀锡 | 镀锡主要是用于允许或改善焊接(助焊剂)。同时作为耐腐蚀保护。不能进行后续热处理。 |
| 阳极氧化 | 当铝进行阳极氧化(电解氧化),产生一层提供耐腐蚀的涂层—也可以防止沾污。如用于装饰目的,可在接下类的上色过程中实现几乎所有色彩。 |
| 锌铁合金电镀 |
是一种电镀工艺,在电解液中锌铁合金沉淀在金属组件上,后处理是无六价铬黑色钝化和黑色封闭处理,它主要应用在黑色装饰需要时。 |
| 锌镍合金电镀 |
含镍12 % - 16 %的锌镍合金涂层,可以使用透明的或者黑色钝化和封闭剂优化,这种涂层有优良的防腐性能。 |
更多的表面处理
| 工艺 | |
| 热浸锌 | 浸渍在具有大约 440 °C 至 470 °C 温度的熔化的锌中。涂层的厚度不少于40 μm。 亚光和粗糙的表面。一定时间后颜色可能改变。 非常好的耐腐蚀性。可以用于M8以上的具有螺纹的零件。螺纹需要超过或减小为了螺纹完全配合。 |
| 非电解锌片涂层 Geomet® Delta-Tone® / Delta-Protekt® |
非电解锌片涂层具有优异的耐腐蚀性,适用于高抗拉强度或硬度≥360HV的高强度部件。 这种工艺几乎消除氢脆的可能性。耐 300 °C 的温度。 可以是用于M4及以上尺寸。 |
| 机械镀锌 | 机械/化学 工艺。去除油脂的零件,粉末状的锌和玻璃小球被放入一个滚筒内。 小球起到传送锌粉到被处理的表面的作用。 |
| 不锈钢氧化发黑 | 不锈钢氧化发黑在炙热氢氧溶液中的化学反应过程 用于装饰目的。 |
| 氧化发黑 | 化学工艺,镀浴的温度大约 140 °C。 用于装饰目的,仅具有暂时性防腐蚀性。 |
| 磷化处理 | 只是轻微的耐腐蚀保护。油漆的良好的底涂层。灰色至灰黑色外观。涂油后较好的耐腐蚀保护。 |
| 防水处理/密封 | 特别是具有镀镍的零件,后续处理在额外添加蜡的脱水液中,蜡可以封闭微孔。显著的提高耐腐蚀性能。 蜡薄模是干的和不可见的。 |
| 烘烤 | 在电镀或酸洗处理之后,高抗拉强度的钢零件(Rm ≥ 1000 N/mm2, 相当于 硬度≥ 360 HV)因吸收氢原子(氢脆)变得脆性。这种脆性随着部件的横截面减小而增大。在 180 °C 到 230 °C (低于回火温度)烘烤,部分氢原子可以被去除。经验表明这是不能保证 100 % 去除。 烘烤必须在酸洗和电镀处理取出后立刻进行,烘烤时间大于6小时。 |
| 密封 | 在电镀锌与钝化之后借助浸渍法对工件进行密封。密封可以增加耐腐蚀性。 |
| 润滑涂层 1) (固态薄膜润滑剂) |
这种涂层提供一个降低摩擦和耐磨的薄膜。 降低锁死的倾向。 |
| 上蜡 | 提供一层润滑层,降低自挤螺钉的驱动扭矩。 |
| WIROX® | 是含锌的电镀涂层,平均镀层厚度至少8um,抗腐蚀能力是普通镀锌的20倍,涂层具有抗磨损和负载能力,这是高耐腐蚀的额外特性。 |
| YELLOX® | 是含锌的电镀涂层,平均厚度至少4um,抗腐蚀能力是普通镀锌的6倍,淡黄色外观的螺丝应用是有保证的在将来。 |
| GreenTec® | 是电镀涂层,厚度大约5um,锌镍合金为基础,具体硬的耐磨损以及高耐腐蚀性能。 |
1)
Bossard ecosyn®-lubric 润滑干膜是一个非电解应涂覆。包含完整的润滑性能和额外耐腐蚀保护的薄膜涂层。
涂层由含氟聚合物成分和有机亚微观的固态润滑粒子组成,这些被分散在仔细挑选的树脂合成物和有机溶剂中。这种AFC涂层(抗摩擦涂层)形成一层光滑的薄膜,薄膜平衡所有表面的粗糙度从而优化极限载荷和工作条件下的摩擦。这个树脂化合物反过来确保更好的耐腐蚀保护。