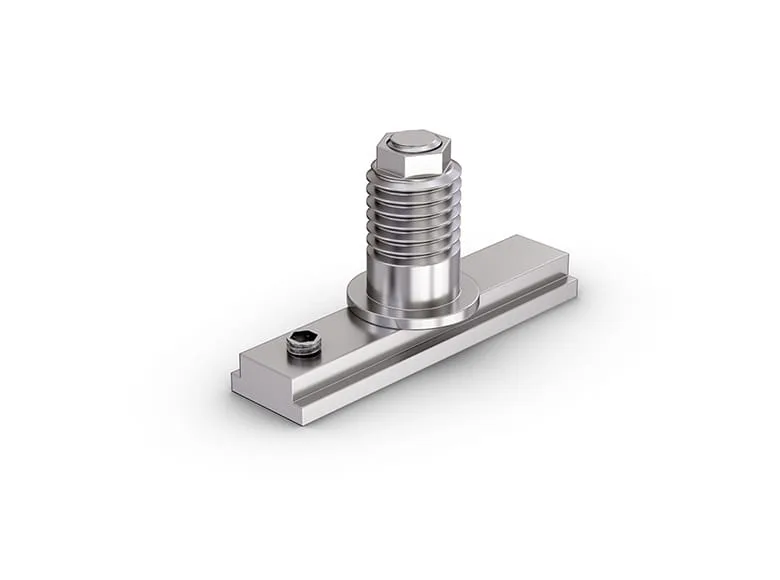
Tại sao bạn nên chọn mua các chi tiết đặc biệt và ốc vít tùy chỉnh từ Bossard?

Ít nhà cung cấp hơn
Giảm số lượng nhà cung cấp bạn hợp tác và cắt giảm những chi phí không cần thiết.

Dịch vụ kỹ thuật toàn diện
Tận dụng chuyên môn từ kỹ sư chúng tôi trong tất cả các vấn đề liên quan đến linh kiện bu lông và ốc vít.

Chất lượng đồng nhất
Chúng tôi chỉ hợp tác với nhà cung cấp đạt tiêu chuẩn nghiêm ngặt để đảm bảo chất lượng sản phẩm hàng đầu.
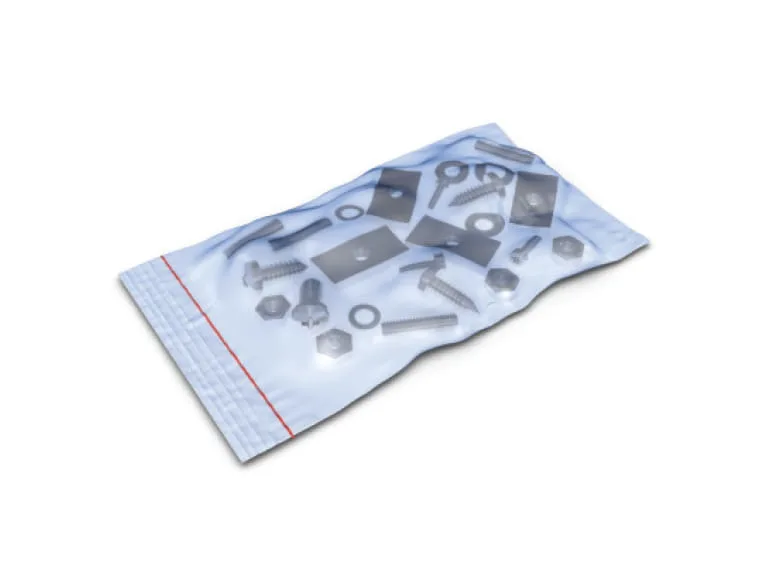
Quản lý linh kiện loại B, C thông minh
Tối ưu hóa chuỗi cung ứng của bạn với Giải pháp Cung ứng - Smart Factory Logistics của chúng tôi.

Số lượng đặt hàng linh hoạt
Dù bạn cần số lượng lớn hay chỉ vài chi tiết cho nguyên mẫu, chúng tôi đều có thể đáp ứng.

Tích lũy thêm vốn nhàn rỗi
Giảm hàng tồn kho, tối ưu hóa quy trình và giải phóng vốn để đầu tư vào những lĩnh vực quan trọng.