ควรตระหนักว่าชิ้นส่วนบาง วัสดุความแข็งแรงต่ำ สามารถส่งผลต่อกระบวนการผลิต ชิ้นงานสามารถบิดเบี้ยวได้ โดยไม่สามารถรับประกันพิกัดความเผื่อของตำแหน่งที่กำหนดไว้หรือไม่สามารถผลิตได้
ควรตระหนักว่าชิ้นส่วนบาง วัสดุความแข็งแรงต่ำ สามารถส่งผลต่อกระบวนการผลิต ชิ้นงานสามารถบิดเบี้ยวได้ โดยไม่สามารถรับประกันพิกัดความเผื่อของตำแหน่งที่กำหนดไว้หรือไม่สามารถผลิตได้
เกลียวภายใน / เคลือบผิว: ความเผื่อ 6-H
เกลียวภายนอก: ความเผื่อ 6-g
เกลียวภายในพร้อมเคลือบผิว: ความเผื่อ 6-h
การดำเนินการจะเลือกตัด กลึง กรีด รีด บด หรือหมุนก็ได้
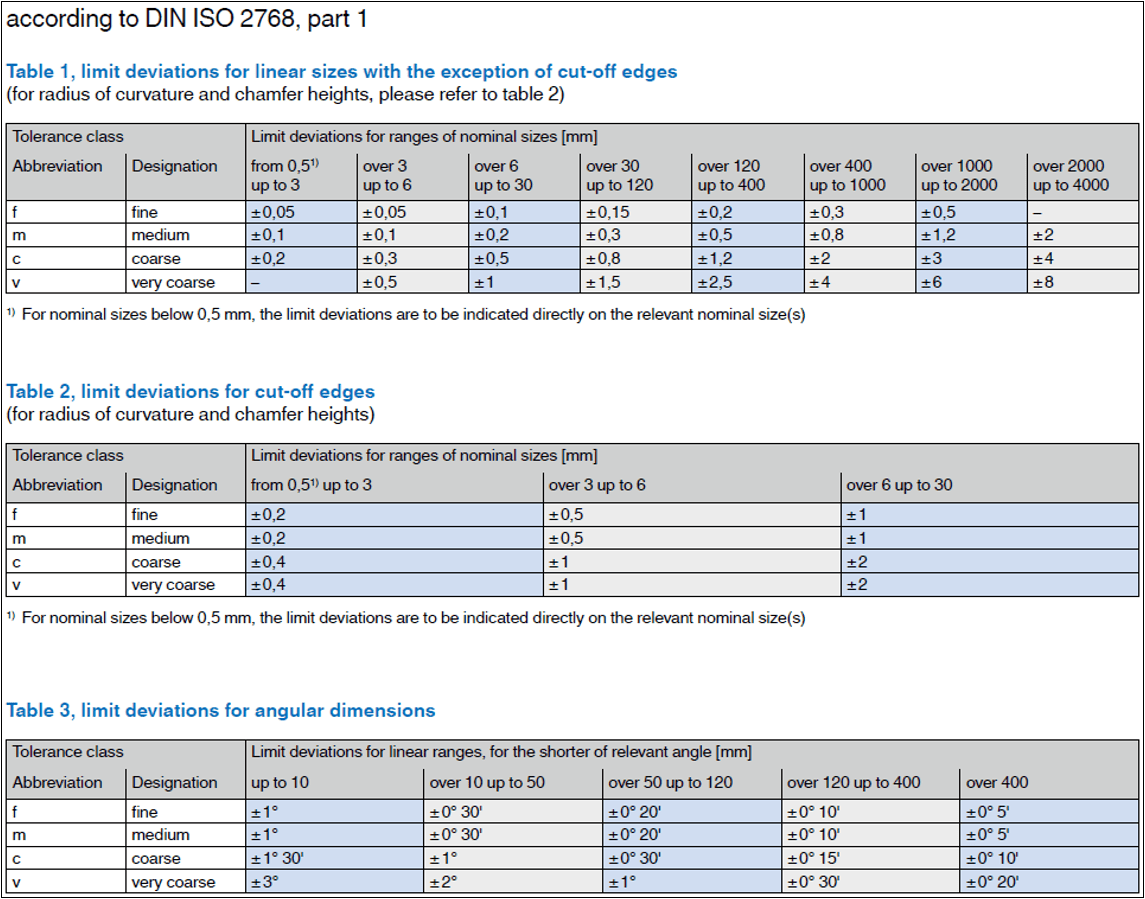
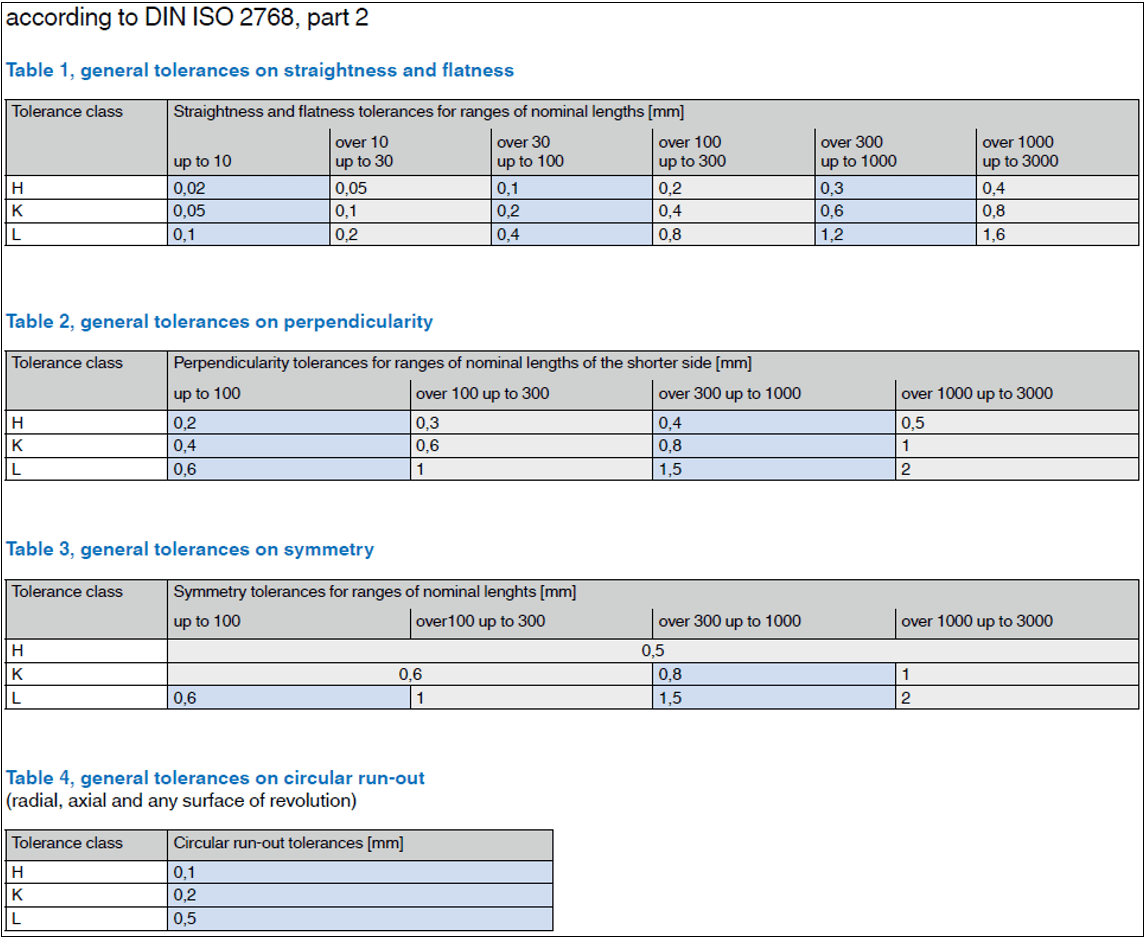
เราผลิตตาม ISO 2768ิ เรียบ: ISO 2768-fH /กลาง: ISO 2768-mk / หยาบ: ISO 2768-cl เลือกช่วงความคลาดเคลื่อนตามความคลาดเคลื่อนที่แคบที่สุดของผลิตภัณฑ์ หากไม่มีการเขียนแบบทางเทคนิค การผลิตจะดำเนินการตามช่วงความคลาดเคลื่อนของ ISO 2768 ที่กำหนดไว้ ข้อกำหนดเพิ่มเติมที่มีอยู่ในภาพวาดจะได้รับการพิจารณาสำหรับการผลิต การเบี่ยงเบนที่สำคัญหรือข้อกำหนดเพิ่มเติมอื่น ๆ อาจส่งผลกระทบต่อการผลิตและราคาที่คำนวณได้ สำหรับชุดขับเคลื่อน หัวสกรู และความยาวของสกรู ความคลาดเคลื่อนเป็นไปตาม ISO 4759 หรือมาตรฐานผลิตภัณฑ์ที่เกี่ยวข้อง
สำหรับขอบชิ้นงานที่ไม่ใช่ขนาดทั้งหมด จะต้องมีความคลาดเคลื่อนดังต่อไปนี้: ขอบด้านนอก - 0.2 มม. / ขอบด้านใน + 0.4 มม. ดูที่ DIN ISO 13715.
คำอธิบายขอบ เช่น "ขอบคมไร้ครีบ" "ขอบแหลมคม" และ "ไม่มีครีบ" ให้ถือว่าเป็นไปตามมาตรฐาน DIN 6784 ±0,05 มม. ซึ่งหมายความว่าอาจมีทั้งการขจัดวัสดุน้อยที่สุดและน้อยที่สุด เสี้ยน.
ตัวอย่างเช่น รูเจาะไขว้อาจมีเสี้ยนสูงสุด +0.1 มม. หากจำเป็นต้องเปลี่ยนรูเจาะที่ไม่มีครีบ จะไม่มีการกำหนดขนาดการลบมุม
CNC การผลิตมีความขรุขระพื้นผิว Ra 1.6 (N7) สำหรับชิ้นส่วนหมุนและกัด หากต้องการให้พื้นผิวมีความราบเรียบเพิ่มขึ้นสามารถเพิ่มกระบวนการเจียระไนหรือการขัดมัน
โดยพื้นฐาน เผ้าหมายให้ความบกพร่องเป็นศูนย์ ในส่วนการผลิต คุณภาพของผลิตภัณฑ์ตรวจสอบตามจุดตรวจสอบ เว้นแต่การตรวจสอบแบบ 100% เห็นด้วยอย่างชัดเจน ความสามารถของกระบวนการควรจะสามารถแสดงให้เห็นได้โดยใช้วิธีการทางสถิติตามปกติ ชี้ให้เห็นว่าอาจต้องคาดหวังอัตราความผิดพลาดเล็กน้อยเมื่อใช้วิธีการทางสถิติในการกำหนดคุณภาพของชิ้นส่วน
ชิ้นงานทั้งหมดมีการทำความสะอาดเชิงพาณิชย์ ชิ้นส่วนทำจากวัสดุโลหะผสมต่ำจะมีการป้องกันก่อนขนส่ง เว้นแต่ระบุไว้เป็นอย่างอื่น ชิ้นส่วนหมุนสามารถมีครีบหมุนที่ปลาย (แบน) สามารถนำมาใช้กับกระบวนการทั่วไปหรืในการบล็อก ขนาดครีบวัดตามมาตรฐาน DIN 6785 (ความยาวทั้งหมดที่วัดเหนือครีบต้องอยู่ภายในพิกัดความเผื่อที่อนุญาต)